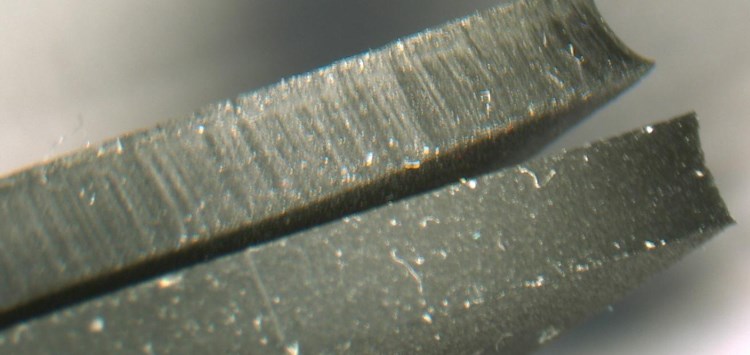
Vergleich der Schnittflächen an einem S2-Stab: Der obere Schulterstab wurde mit einem klassischen Stanzwerkzeug gestanzt, der untere mit einem Stanzmesser (Bild: O-Ring Prüflabor Richter GmbH)
20.06.2016 Grenzen und Möglichkeiten von Prüfverfahren
Teil 5: Zugversuch – Deutung und Bewertung von Prüfergebnissen
Um die Funktion einer Dichtung sicherzustellen, werden diese und die jeweiligen Dichtungswerkstoffe verschiedenen Mess- und Prüfverfahren unterzogen. Doch was leisten die einzelnen Verfahren, wo sind die Grenzen? Diese Serie gibt Konstrukteuren, Einkäufern und Qualitätsmanagern einen Überblick über die üblichen Verfahren und Praxistipps zur Einordnung der Ergebnisse.
In Teil 1 zum Zugversuch (DICHT! 1.2016) ging es um das Prüfverfahren und die Normung. In diesem Teil steht die Deutung der Prüfergebnisse für die Praxis im Vordergrund. Mithilfe des Zugversuches lassen sich u.a. Aussagen über den optimalen Vernetzungsgrad eines Werkstoffes treffen. Auf der anderen Seite ist es aber auch wichtig zu wissen, welche äußeren Einflussfaktoren Prüfergebnisse aus dem Zugversuch signifikant verändern bzw. sogar verfälschen können.
Einfluss der Probekörperherstellung
Bei der Probekörperherstellung ist sorgfältig vorzugehen. Prüfstäbe werden aus 2 mm starken Prüfplatten ausgestanzt. Beim Stanzen wird die Prüfplatte vor und während des Abscherens zusammengepresst, was nach der Entspannung zu einer konkaven Geometrie führt. Besonders ausgeprägt ist dieser Effekt bei stumpfen Stanzwerkzeugen. Betrachtet man nun einen solchen Prüfstab im Querschnitt, wird ersichtlich, dass am Beginn bzw. Ende der konkaven Schnittkante eine Spitze entstanden ist. An dieser Stelle kommt es meist zu einem verfrühten Einreißen, das nach unserer Erfahrung die Prüfergebnisse um bis zu 10% verschlechtern kann.
