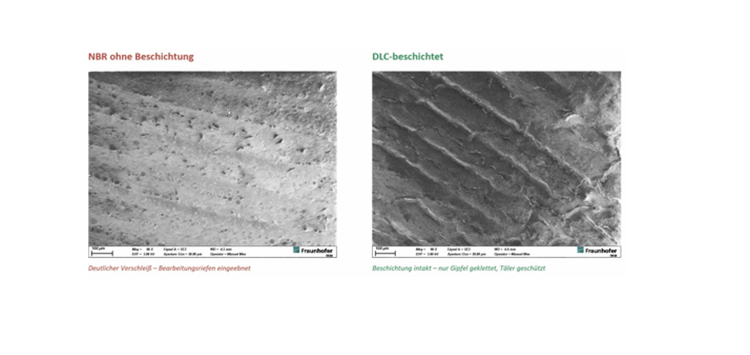
REM-Vergleich Ring-Scheibe-Test: unbeschichtetes NBR (links) vs. DLC-beschichtetes (rechts) nach Belastung (Bild: Hänssler/Fraunhofer IWM)
17.06.2026 Mit DLC-Beschichtung zur PFAS-freien Dichtung
Wie DLC-beschichtete Elastomere tribologisch neue Maßstäbe setzen
Wer PTFE und FKM ersetzen will, kann zwei Ansätze nutzen. Zum einen die anwendungsspezifische Werkstoffsubstitution durch PFAS-freie Kunststoffe. Zum anderen, da wo Elastomere an tribologische Grenzen stoßen, die DLC-Beschichtungstechnologie (Diamond-Like-Carbon). Beide Wege erfordern jedoch systematische Entwicklungsarbeit – von der Grundlagenentwicklung bis zur Serienreife .
In einem Aktuator für die Lebensmittelverarbeitung läuft eine Kolbendichtung millionenfach auf einer Aluminiumlauffläche. Bisher wurde sie aus PTFE gefertigt und mit einem Spezialfett geschmiert. Beides enthält PFAS. Der Betreiber verlangt nun, dass die nächste Dichtungs- und Schmierstoffgeneration komplett PFAS-frei wird – und zwar ohne Abstriche bei Standzeiten, Wartungsintervallen oder Laufverhalten. Stick-Slip soll es natürlich auch – wie bisher – nicht geben. So oder ähnlich klingen Anfragen seit dem laufenden PFAS-Verbotsverfahren [1]. Fertige Lösungen von der Stange gibt es dafür nicht.
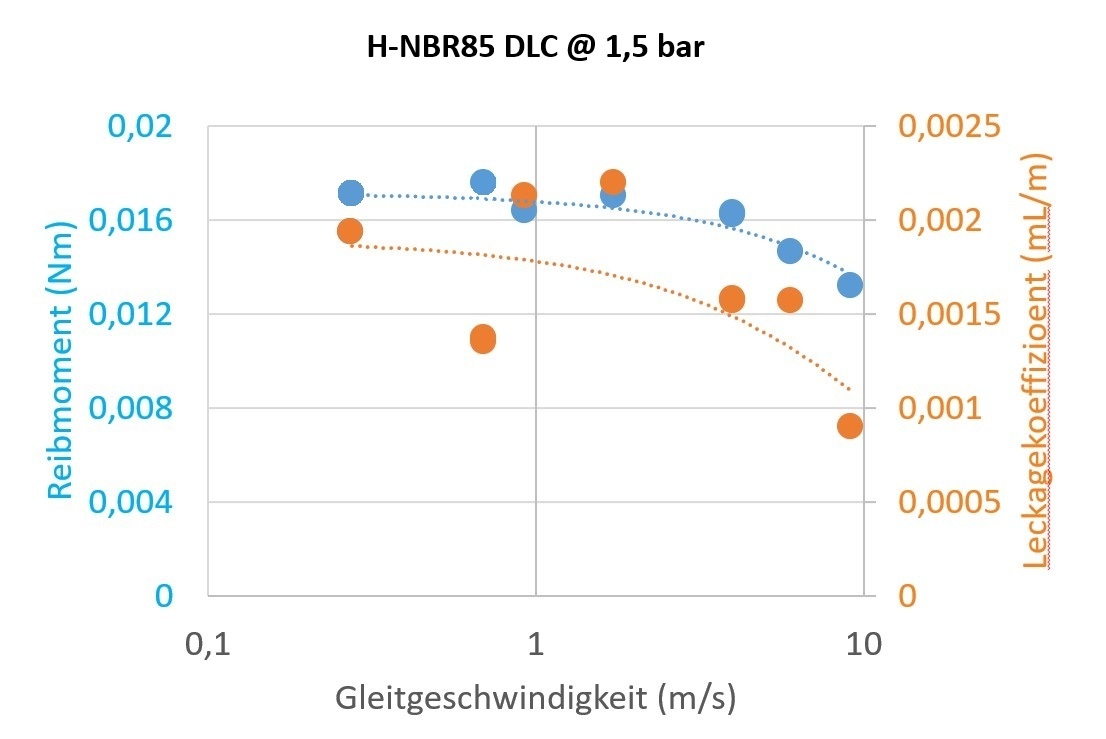
Leckagekoeffizient DLC-beschichtetes HNBR vs. PTFE im Rotationsprüfstand (Hänssler/Fraunhofer IWM)
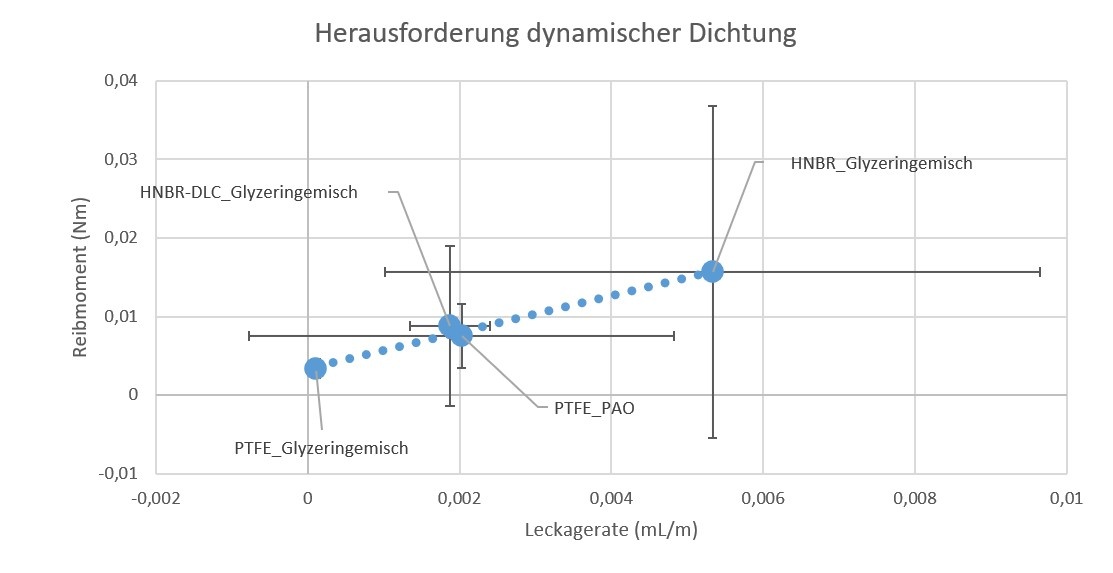
Reibmoment und Leckage im Rotationsprüfstand HNBR und PTFE (Hänssler/Fraunhofer IWM)
Lösungspartner
